
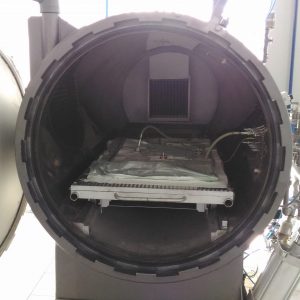
Это самая дорогая технология, так как только этим методом можно получить самые высокие прочностные характеристики композита. Препрег, помещённый в вакуумный мешок (пакет), подвергается обработке при повышенных температуре и давлении. При высоких температуре и давлении увеличивается степень сшивки связующего, что в конечном счёте увеличивает прочность. Воздействие давления уплотняет материал, способствует снижению пористости практически до 0%. Технология автоклавного формования позволяет применять волокнистый материал любого типа. При формовании в автоклаве можно применять любые типы сердечников, которые выдерживают температуру и давление. Самые высокие прочностные свойства используют в самых передовых областях – в ракетостроении, авиастроении и спорте. В конструкции современных самолётов доля полимерных композиционных материалов…
Формование препрегов с вакуумным мешком широко применяется в автомобилестроении и авиастроении. Технология даёт возможность получения максимальных значений прочностных характеристик, приближающихся по значениям к получаемым по автоклавной технологии. Среди областей применения выступают такие, как производство гоночных катеров и автомобилей, аэрокосмическая промышленность, производство ветряных турбин. При формовании может быть использована недорогая оснастка из мягких материалов. При небольшом снижении температуры переработки препрега возможно использование обычных материалов сердечника. Формование препрега проводят в специальном термошкафу с циркуляцией горячего воздуха по схеме безградиентного нагрева. Этот метод позволяет производить даже очень крупные детали с повышенными механическими характеристиками Основные недостатки формования препрегов с вакуумным мешком: В связи с…

Данный тип формования предполагает укладку сухого армирующего материала в вакуумный мешок и ввод связующего в сухую выкладку. Процесс хорошо подходит для изготовления больших партий изделий, так как на начальных этапах работы обычно требуется подробная проработка процесса с высокой долей отходов. При инфузии используются низковязкие связующие. В основном полиэфирные, винилэфирные и эпоксидные. Наилучшие прочностные свойства, как и в других случаях с жидкими связующими, достигаются при применении эпоксидных связующих, но в таком случае стоимость возрастает примерно в 3 раза по сравнению с полиэфирными. В качестве армирующего наполнителя подходят ткани с любым типом плетения из любого волокна. В качестве заполнителя применяют сердечники с…

Ручная выкладка или контактное формование – это самая простая технология, она применяется с 50-х годов прошлого века, 80% деталей из композитов до сих пор производится таким способом. При ручной выкладке применяются любые связующие, обычно самые дешёвые. Для ручной пропитки применяет любые типы армирующих материалов. Если пропитываются толстые ткани, то нужно применять вакуумный мешок. При ручной выкладке можно применять любой сердечник. Пропитку производят при помощи валиков и кистей, избыток связующего выдавливают прикаточным роликом. Для долгоживущих связующих существуют пропиточные устройства, где ткань проходит через ванночку со связующим и наматывается в рулон, а потом используется для выкладки уже в пропитанном виде. При применении…
